Technical Quality Requirements and Testing Methods of Zirconia Blocks of Decorematrix. (advanced)
In the previous article, we introduced part of the technical quality requirements of the zirconia blocks, including chemical solubility, linear expansion coefficient, sintering density, radioactivity and flexural strength. These are basic properties of our products.
De Corematrix Co. Ltd. is dedicated in technological innovation and quality optimization. It is far from enough to meet only the basic requirements of laws, regulations and standards.
In the present article, we will continue to introduce more professional technical quality requirements and testing methods of zirconia dental blocks.
1.Shrinkage factor and uniformity
(1) Shrinkage factor
The framework of dentures is fabricated from partially sintered dental blocks. Its size will shrink after densification sintering. The shrinkage factor corresponds to the ratio in one dimension of the dental block before and after the sintering. The shrinkage factor is an important parameter. Its accuracy will seriously affect the wearing of dentures. According to ISO 6872:2024, the absolute error of shrinkage factor should be ≤±0.002. The value of each product is indicated on the block.
Alternative, the shrinkage factor can also be calculated from the density:
where ρt is the theoretical density of zirconia taking 6.06~6.08 g/cm3 and ρb is the density of the block.
(2) Homogeneity of large zirconia blanks
Blanks of this type are discs and blocks that can be used to fabricate a wide variety of crown- and bridgework, mostly covering multiple units up to full arches, for instance, the Wieland dental block with Φ98 mm in diameter 10~25 mm in thickness. It is required the shrinkage factor of different regions of the block must be consistent.
(3) Determination of shrinkage factor
At least 5 cubic specimens of 14 mm in length are milled for 5 different region of a Wieland block of 14 mm in thickness to ensure the reproducibility. The exact dimensions (at least ±0.005 mm) in three dimensions of the cubic before and after sintering is measured. The measurement is repeated three times and the values are averaged.
Denture frameworks are subjected to one or more heat treatment after milled from the dental block. Geometrical deformation may occur because of crystallization distortion or stress relaxation. The test is to ensure that the deformation is within tolerable limits.
(1) Dimensional stability test
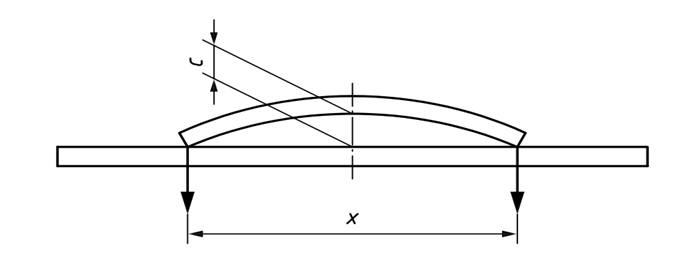
Bar specimens 70 × 10 × 2.5 mm3 in dimensions are milled from the dental block. The flatness of specimens are examined after sintering as schemed below.
(2) Solutions to deformation
A.The dimensional stability is highly dependent on the homogeneity. Zirconia block provided by De Corematrix are made from the selected powders with superior particle distribution, by which ensures the excellent uniformity of our products.
B.Deformation is more likely occurred in the cases of long bridge dentures. Due the relatively larger size, the products with multiple units may be unevenly heated during sintering. It results in inconsistent shrinkage, leading to deformation or even fracture. The sintering curve must be carefully designed for the denture with 6 or more units.
C.Deformation is also related to the shape and layout in CAD of the dentures. In the cases with multiple units, the thickness of each unit may vary in a broad range, by which results in the different shrinkage behaviors during sintering. The stretagy of CAD/CAM milling must be carefully designed to dissipate the stress caused by uneven shrinkage and the sintering is suggested to be processed at slower heating rate.
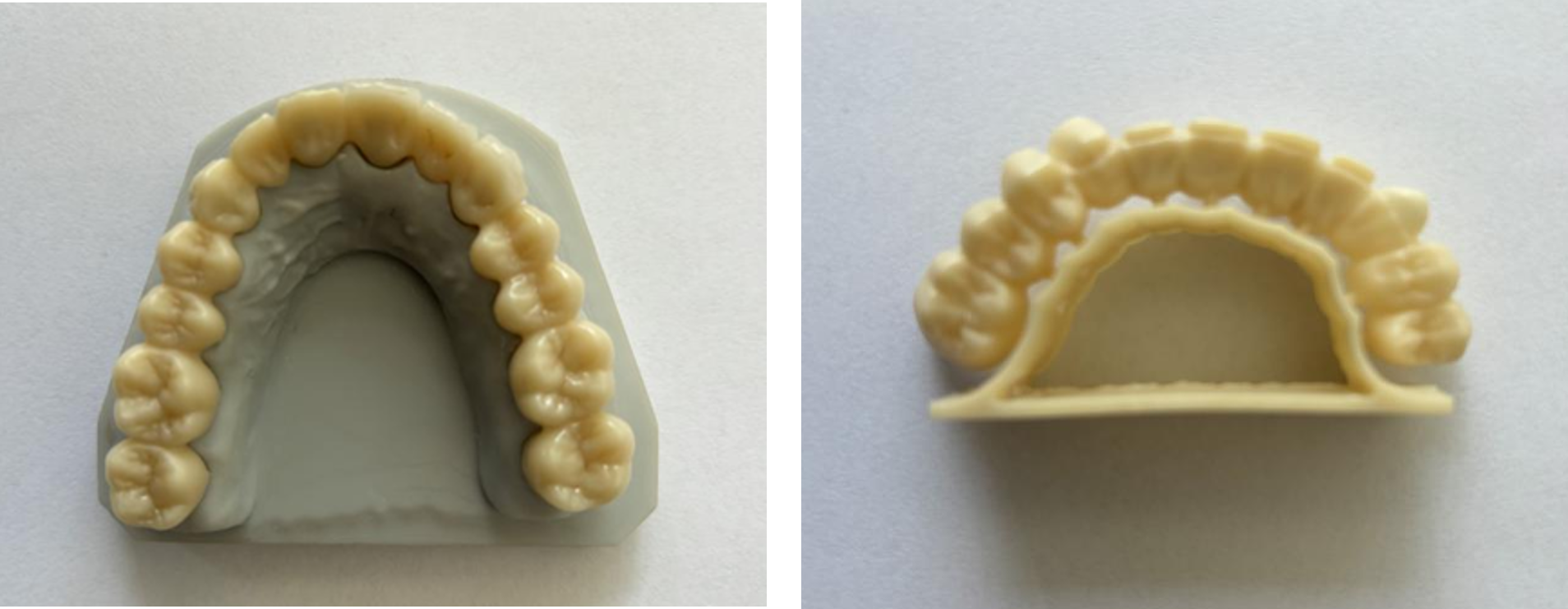
A sample of a long bridge half denture made of zirconium and porcelain
3.Machinability using the merlon fracture test
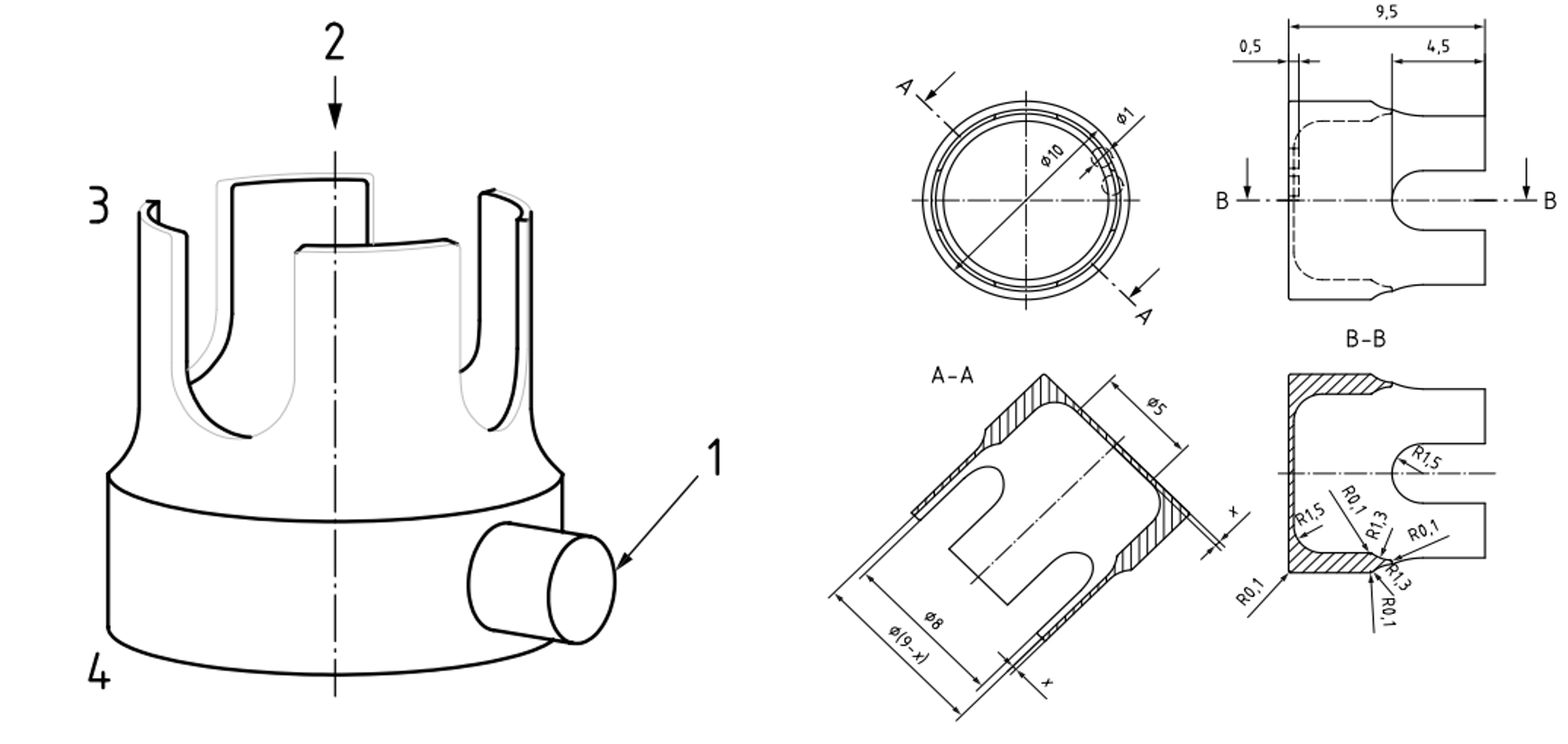
Machine type, CAM setup, machining parameters and tool quality, amongst others, can have a high influence on the outcome of a milling process. The merlon fracture test provides further information on machining damage and minimum thickness of one specific material-process combination by using standard merlon geometries with a variation in wall thickness. Fractured merlons indicate that the applied machining process damages the blank material in a critical manner when a specific wall thickness x was chosen as shown below.
Geometry of standard merlon test specimen
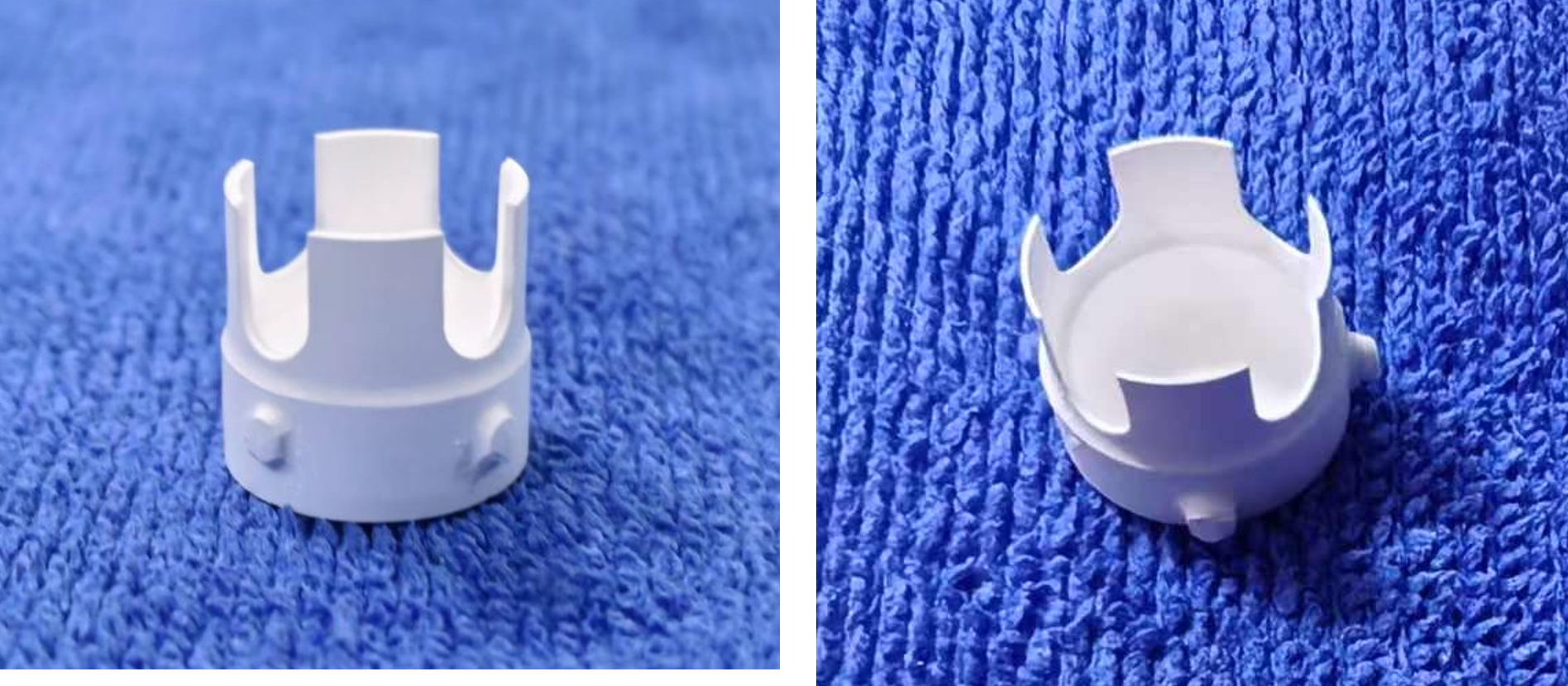
In most cases, the wall thickness of denture is ≥0.6mm and all edges are blunt round. We conduct more rigorous test that the specimens with wall thickness range 0.1~0.5 mm and sharp edges are used. It is found that no machining damage occurs in the specimens of different geometries, indicating the excellent machinability of our products.
Merlon with wall thickness of 0.5mm Merlon with wall thickness of 0.1mm